Endurecimento por Indução de Engrenagem de Anel
A engrenagem de anel (incluindo a engrenagem de anel externa e a engrenagem interna) é uma peça de transmissão mecânica comumente usada, especialmente a engrenagem de anel de grande diâmetro é amplamente utilizada para o fortalecimento da superfície através do processo de aquecimento e têmpera por indução. A máquina de endurecimento por indução de engrenagem anelar é amplamente utilizada devido ao seu processo simples, pequena deformação de peças, tratamento parcial de peças, alta eficiência de produção, economia de energia, produção limpa, menos poluição ambiental e fácil mecanização e automação do processo.
Aplicações de Endurecimento por Indução de Engrenagem de Anel
Métodos de endurecimento por indução da engrenagem de anel
Existem quatro tipos de métodos de aquecimento e têmpera por indução de engrenagem de anel, que são têmpera por indução de engrenagem de anel gap-by-gap, endurecimento por indução de engrenagem dente por dente, endurecimento por indução de engrenagem de endurecimento por rotação e endurecimento por indução de dupla frequência. A têmpera por indução ao longo da ranhura do dente e o processo de têmpera por indução dente a dente são especialmente adequados para engrenagens de anel externo e interno com diâmetros grandes (até 2.5 m) e módulos grandes, mas não são adequados para engrenagens de pequeno diâmetro e módulo pequeno (módulos). menos de 6).
- Endurecimento por indução da engrenagem anelar gap-by-gap: O flanco do dente e a raiz do dente estão endurecidos e não há camada endurecida no meio do topo do dente (veja a Figura 1). A deformação do tratamento térmico deste método é pequena, mas a eficiência de produção é baixa.
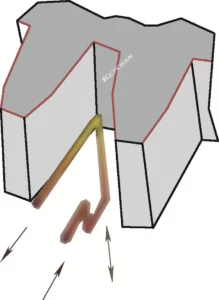
- Endurecimento por indução da engrenagem anelar gap-by-gap: O flanco do dente e a raiz do dente estão endurecidos e não há camada endurecida no meio do topo do dente (veja a Figura 1). A deformação do tratamento térmico deste método é pequena, mas a eficiência de produção é baixa.
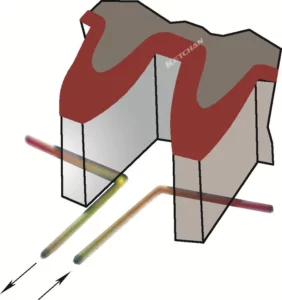
- Endurecimento por indução da engrenagem do anel giratório: Têmpera de varredura de uma volta ou têmpera de aquecimento multivoltas ao mesmo tempo, os dentes são basicamente completamente temperados e a camada de endurecimento da raiz é rasa (veja a Figura 3). Adequado para engrenagens médias e pequenas, não adequado para engrenagens pesadas e de alta velocidade.
- Endurecimento por indução de dupla frequência: A frequência intermediária pré-aquece a ranhura do dente e a alta frequência aquece o topo do dente para obter uma camada endurecida distribuída basicamente ao longo do perfil do dente.
Pontos técnicos de têmpera por indução da engrenagem anelar gap-by-gap
(1). A frequência comum de endurecimento por indução ao longo da ranhura do dente da coroa é de 1 ~ 30 kHz, e a folga entre o indutor e a peça é controlada em 0.5 ~ 1 mm.
(2). As correntes parasitas geradas ao longo dos indutores de engrenagem são em forma de borboleta com a maior densidade de corrente na raiz. Portanto, o indutor deve ser equipado com um condutor magnético, e a densidade de corrente do indutor adjacente à superfície da raiz do dente pode ser aumentada usando seu efeito de condução de entalhe para melhorar a eficiência do indutor.
(3). É necessário controlar com precisão a bobina de indução para ser muito simétrica com os dois flancos adjacentes e controlar rigorosamente o espaço entre os flancos e as raízes do dente.
(4). Combine razoavelmente a altura do indutor e a quantidade do condutor magnético para garantir que a temperatura de aquecimento da superfície do dente e da raiz do dente seja uniforme e evite trincas de têmpera.


Como fazer as bobinas de indução da engrenagem de anel?
(1) Bobina de indução de circuito único
(2)Bobina de indução de circuito de ramificação
O circuito principal está no centro e os dois circuitos secundários estão em ambos os lados. A corrente do circuito principal é o dobro da corrente do circuito de ramificação, o que pode efetivamente reduzir a imagem de superaquecimento de cantos afiados nas faces de entrada e saída da coroa.
A bobina de indução possui alta precisão de fabricação e longa vida útil e precisa ser cuidadosamente ajustada durante o uso para evitar danos precoces.
Como melhorar a qualidade do endurecimento por indução da coroa?
- A camada endurecida é distribuída de forma desigual, um lado tem alta dureza e uma camada dura profunda; o outro lado tem baixa dureza e uma camada dura rasa. Isso ocorre porque o endurecimento por indução ao longo do sulco do dente tem alta sensibilidade de posição em comparação com o endurecimento por indução rotativa do indutor de anel. É necessário projetar e fabricar um dispositivo de posicionamento de alta precisão para garantir uma distribuição altamente simétrica do espaço entre o lado do dente e o indutor. Se não for simétrico, também pode causar arcos de curto-circuito entre o indutor e as partes do lado com uma pequena folga, resultando em danos precoces ao indutor.
- Flanco endurecido recozido. O motivo é que o dispositivo auxiliar de refrigeração não está ajustado corretamente ou a quantidade de líquido refrigerante é insuficiente.
- O tubo de cobre na ponta do nariz da bobina de indução está superaquecido. Ao usar o processo de têmpera de varredura não enterrada ao longo da ranhura do dente, o tubo de cobre é facilmente superaquecido e queimado devido ao espaço relativamente pequeno entre o indutor e a peça, a radiação de calor da superfície de aquecimento e o tamanho limitado do tubo de cobre no nariz. danificar a bobina de indução. Portanto, o indutor deve garantir que haja fluxo e pressão suficientes do meio de resfriamento para passar.
- A forma e a posição da coroa mudam durante o processo de indução. Ao escanear e temperar ao longo do sulco do dente, o dente final tratado ficará saliente em 0.1 a 0.3 mm. Deformação, expansão térmica e ajuste inadequado da bobina de indução causarão danos às peças e à bobina de indução. Portanto, o fator de expansão térmica deve ser considerado ao determinar a folga entre o indutor e o lado do dente, e um dispositivo de limite apropriado deve ser usado para garantir a folga.
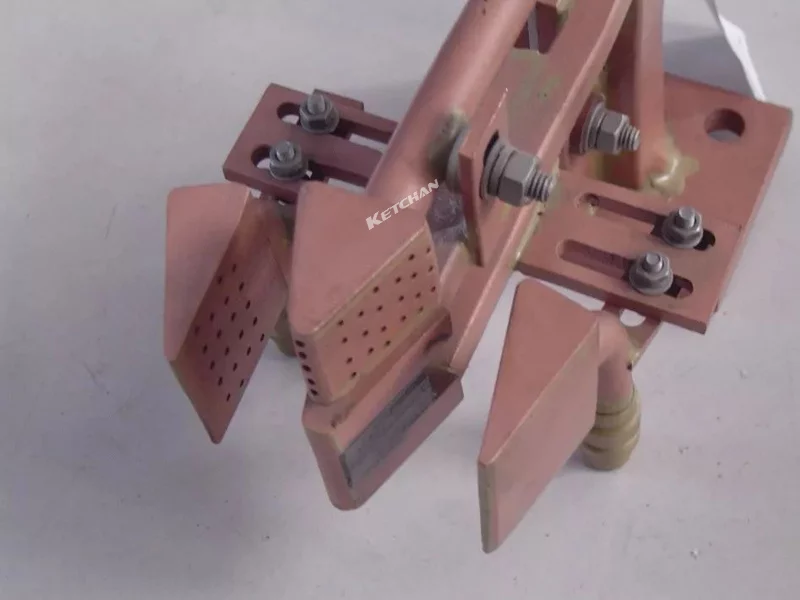
- O desempenho do magnetizador indutor é degradado. As condições de trabalho do condutor magnético são severas, e ele é facilmente danificado por superaquecimento em um campo magnético de alta densidade e ambiente de alta corrente (veja a Figura 7). Ao mesmo tempo, o meio de têmpera e a corrosão degradarão seu desempenho. Portanto, é necessário fazer um bom trabalho na manutenção diária e manutenção da bobina de indução.
Danos por superaquecimento da bobina de indução
")
Tags:endurecimento por indução da caixa, endurecimento por indução da engrenagem, estrias internas de endurecimento por indução, máquina de endurecimento de indução, endurecimento por indução de anéis de orientação, anéis de endurecimento por indução, Engrenagens de engrenagem de endurecimento por indução, sistema de tratamento térmico por indução, máquina de têmpera por indução, tratamento térmico da engrenagem anelar, têmpera por indução de engrenagem anelar, endurecimento por indução do rolamento de giro
Relacionar produtos
-
 Bobinas de indução
Bobinas de induçãoBobina de Endurecimento por Indução
-
Sistema de Endurecimento CNC
Máquina de endurecimento por indução CNC
-
 Sistema de tratamento térmico por indução
Sistema de tratamento térmico por induçãoMáquina de endurecimento de engrenagens



{kind=link}