O endurecimento por indução é um método de têmpera que utiliza o princípio da indução eletromagnética para fazer com que a peça de trabalho corte as linhas do campo magnético no campo magnético alternado e gere corrente induzida na superfície das peças metálicas. De acordo com o efeito pelicular da corrente alternada, a superfície da parte aquecida é rapidamente aquecida na forma de uma corrente de Foucault e, em seguida, extingue-se rapidamente por indução.
Após máquina de aquecimento por indução termina o processo de aquecimento e têmpera, a dureza da superfície das peças de metal é alta e o núcleo mantém boa plasticidade e tenacidade, mostrando baixa sensibilidade ao entalhe, de modo que a tenacidade ao impacto, a resistência à fadiga e a resistência ao desgaste são muito melhoradas. Devido ao curto tempo de aquecimento, oxidação da superfície e menor descarbonetação das peças, em comparação com outros tratamentos térmicos, a taxa de rejeição das peças é muito baixa. A escolha da bobina de aquecimento por indução adequada também desempenha um papel importante no campo do tratamento térmico por indução de metal. A operação é fácil de realizar mecanização e automação, alta produtividade.
Por que usar o processo de endurecimento por indução?
O endurecimento por indução é um processo no qual correntes parasitas são geradas na peça metálica por indução eletromagnética e a peça é aquecida. Em comparação com a tecnologia de aquecimento de metal comum, a tecnologia de endurecimento por indução tem as seguintes vantagens:
A dureza da superfície da peça de metal é alta. A dureza da superfície da peça endurecida por aquecimento por indução de alta e média frequência é 2 ~ 3 HRC maior do que a têmpera comum. Sua resistência ao impacto do metal, resistência à fadiga e resistência ao desgaste são bastante aprimoradas. A vida útil de uma peça de metal pode ser bastante estendida por têmpera por indução.
A peça de trabalho de metal não é aquecimento integral, portanto, com o endurecimento por indução, a deformação geral da peça de trabalho é pequena.
O tempo de aquecimento da peça de metal é curto e a quantidade de descarbonetação da oxidação da superfície é menor.
A fonte de aquecimento funciona na superfície da peça de metal e a velocidade e a eficiência do aquecimento são altas.
A estrutura do equipamento de endurecimento por indução é mais compacta do que o equipamento de aquecimento por indução de metal comum e fácil de operar.
As máquinas de endurecimento por indução realizam processamento mecanizado e automático de tratamento térmico, economizando custos trabalhistas.
A tecnologia de endurecimento por indução no endurecimento da superfície também pode ser usada no aquecimento por penetração e no tratamento térmico químico.
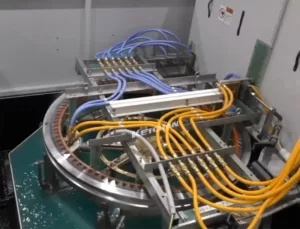
Quais são os componentes do sistema de endurecimento por indução?
Fabricantes modernos de equipamentos de aquecimento por indução, uma parte considerável da capacidade de realizar conjuntos completos de equipamentos de endurecimento por indução e projeto turnkey, o usuário a fim de encurtar o ciclo de produção e evitado devido a vários departamentos de fornecimento no processo de depuração não é harmonioso, e os longos problemas de depuração, como o tempo. O fornecimento de equipamentos completos e projetos chave na mão tornou-se um meio de competição para os fabricantes de equipamentos.
No total, como um dos principais sistema de endurecimento por indução fabricantes na China, já ajudamos milhares de fábricas de tratamento térmico a encontrar soluções adequadas de tratamento térmico de endurecimento por indução, para garantir o processo de têmpera por indução do sistema de endurecimento por indução adequado. Você pode, por favor, deixar-nos ter seus desenhos de peças de endurecimento, material, dureza, solicitações de profundidade de endurecimento, e podemos fornecer as sugestões técnicas relacionadas ao sistema de endurecimento por aquecimento por indução juntamente com as folhas de cotação. Obrigado.
Como escolher o processo de endurecimento por indução adequado?
O processo de têmpera por indução tem vários métodos de aquecimento e todos possuem peças de aquecimento adequadas.
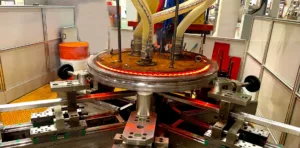
Método de endurecimento por aquecimento por indução único: O aquecimento por indução único ou aquecimento por indução simultâneo é o método de endurecimento por indução mais comum. Quando este método usa dois tubos retangulares ao redor da superfície da peça de trabalho para aquecimento rotativo, é convencionalmente chamado de Single Shot. A vantagem deste método de aquecimento por indução é completar todos os trabalhos de aquecimento por indução da área da superfície da peça de trabalho de uma só vez. Portanto, sua operação é simples, a produtividade é alta e é adequado para aquecer a área da peça de trabalho não muito grande. Para aquecer a peça de trabalho de área particularmente grande, adote o método de aquecimento único, requer energia considerável e alto custo de investimento. Os exemplos mais comuns de endurecimento por aquecimento por indução de uma só vez são engrenagens de módulo pequeno e médio, barras de casca em forma de sino CVJ, pistas internas, rodas transportadoras, rodas de suporte, pinos de mola, extratores, extremidades de válvulas e arcos de balancins de válvula, etc. .
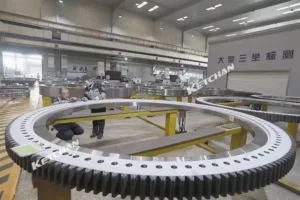
Método de endurecimento por indução de digitalização: Quando a área de aquecimento da peça é grande e a fonte de alimentação de aquecimento por indução é pequena, esse método é frequentemente usado. Neste ponto, a área de aquecimento calculada S refere-se à região contida pelo anel de indução. Portanto, com a mesma densidade de potência, a potência necessária da máquina de aquecimento por indução é pequena, o custo de investimento do equipamento de endurecimento por indução competitivo é baixo, adequado para produção de endurecimento por indução de pequenos lotes, exemplos típicos são haste de pistão de grande diâmetro, rolo corrugado, rolo, óleo encanamento, haste de otário, trilho, trilho de guia de máquina-ferramenta e assim por diante.
Método de têmpera de aquecimento por indução única da subseção: Exemplos típicos são o endurecimento por indução de várias árvores de cames, cada vez que aquecem um ou mais cames, após terminar este tempo têmpera por indução, aquecendo outra peça do came, as engrenagens são endurecidas dente a dente também podem ser incluídas nesta categoria.
Método de endurecimento de varredura por indução de subseção: Exemplos típicos são eixos de balancim de válvula ou têmpera por indução de eixos de velocidade variável, onde várias partes de um eixo são escaneadas para têmpera por indução, as larguras de têmpera podem ser diferentes e têmpera por varredura dente por dente também pode ser incluída nesta categoria.
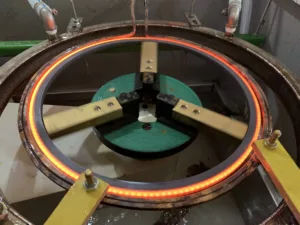
Aquecimento por indução e endurecimento em líquido: Endurecimento por indução no líquido, significa que a bobina de indução e a superfície de aquecimento da peça de trabalho estão imersas no líquido de endurecimento por indução, aquecido, devido à densidade de potência da superfície de aquecimento ser maior que a taxa de resfriamento do fluido de têmpera circundante. Portanto, a superfície aquece rapidamente. Quando o indutor é desligado, a superfície da peça de trabalho é endurecida devido à absorção de calor do núcleo da peça e ao resfriamento do fluido de endurecimento. Este método é geralmente adequado para peças de aço que requerem uma taxa de resfriamento menos crítica. Quando a peça é colocada no ar e a bobina de indução é desligada, o calor da superfície é absorvido pelo centro da peça. Quando a taxa de resfriamento da superfície aquecida é maior que a taxa de resfriamento crítica, a peça de trabalho é endurecida, o que é semelhante à têmpera no líquido.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}