
Endurecimento por Indução de Rolamentos
O endurecimento por indução é uma técnica de endurecimento de superfície que utiliza aquecimento e têmpera por indução para criar uma camada endurecida em uma peça metálica, como um rolamento.
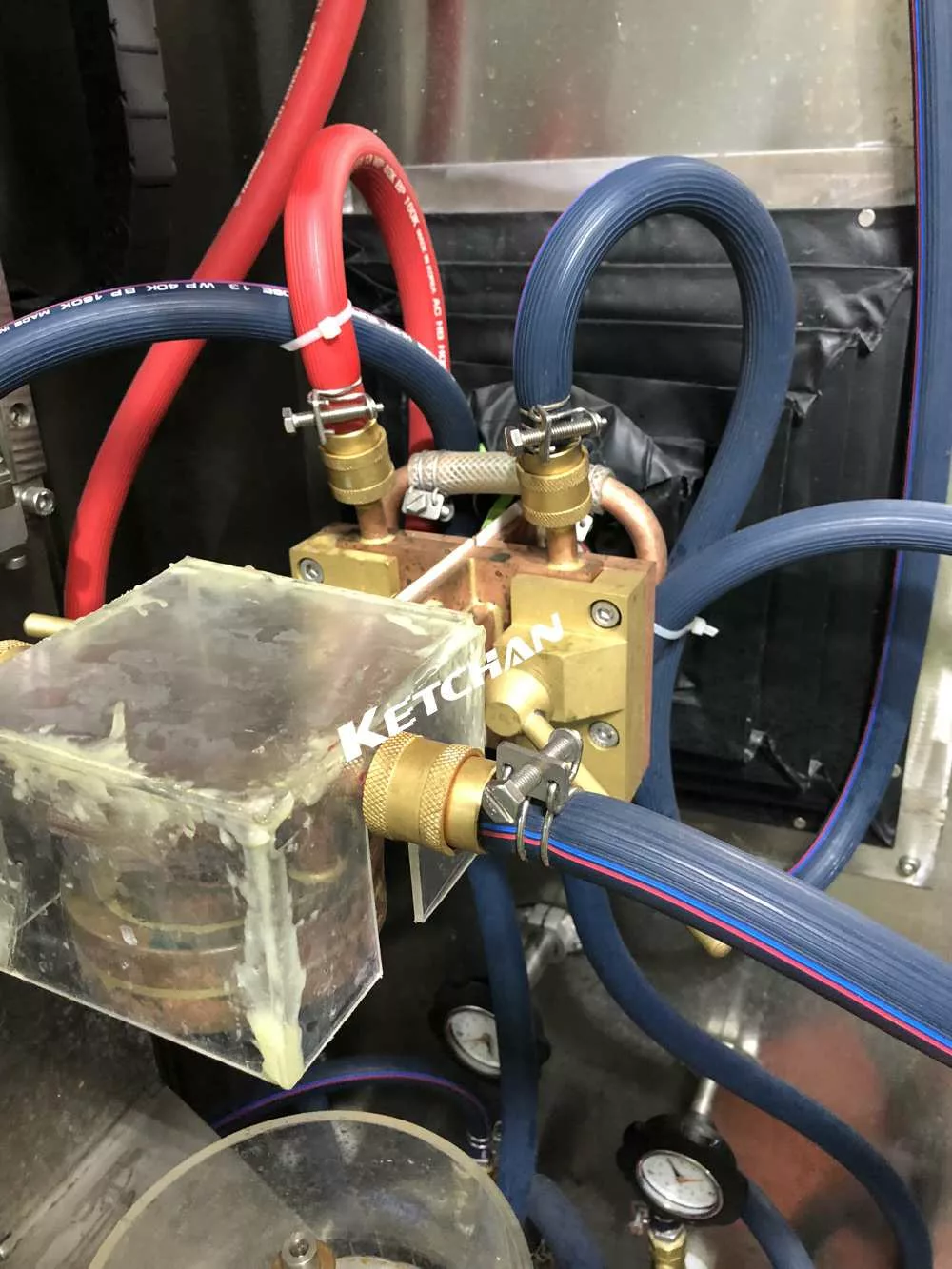
- Colocação: O rolamento é colocado dentro de uma bobina de cobre.
- Aquecimento: O rolamento é aquecido acima da sua temperatura de transformação por uma corrente alternada.
- Têmpera: O rolamento é rapidamente resfriado por água ou outro meio de têmpera. Este processo aumenta a dureza e a resistência ao desgaste da superfície, mas também a torna mais frágil.
Para rolamentos, existem três tipos de endurecimento superficial indutivo: escaneamento com zona mole, escaneamento sem zona mole e endurecimento de disparo único. Em alguns processos, a operação de endurecimento é dividida em etapas distintas: aquecimento da zona inicial, extinção da partida e, em seguida, as bobinas se movem ao redor do anel, aquecendo-o.
Um teor de carbono de 0.3–0.6% em peso de C é necessário para este tipo de endurecimento. Os aços médio carbono de baixa liga e endurecidos superficialmente por indução são amplamente utilizados em aplicações automotivas e de máquinas críticas que exigem alta resistência ao desgaste.
Benefícios do tratamento térmico de endurecimento por indução para rolamentos
- Maior resistência ao desgaste: Existe uma correlação direta entre dureza e resistência ao desgaste. A resistência ao desgaste de uma peça aumenta significativamente com o endurecimento por indução.
- Maior resistência e vida útil à fadiga: Isso se deve ao núcleo macio e à tensão de compressão residual na superfície. O endurecimento por indução pode conferir durabilidade superior aos munhões dos rolamentos e às seções do eixo sem sacrificar a ductilidade necessária para lidar com cargas de choque e vibração.
- Distorção reduzida do tratamento térmico: Somente a superfície é aquecida e resfriada, o que pode reduzir a distorção do tratamento térmico.
- Maior dureza superficial: Taxas de resfriamento regional mais rápidas do que com o endurecimento podem atingir valores mais altos de dureza superficial.
- Caixa Profunda com Núcleo Resistente: A profundidade típica da caixa é de 030” a 120”, que é mais profunda, em média, do que processos como cementação, carbonitretação e várias formas de nitretação realizadas em temperaturas subcríticas.
- Processo de endurecimento seletivo: As áreas com pós-soldagem ou pós-usinagem permanecem macias – muito poucos outros processos de tratamento térmico são capazes de conseguir isso.
- Distorção relativamente mínima: Por exemplo, um eixo de 1” Ø x 40” de comprimento, que possui dois munhões espaçados uniformemente, cada um com 2” de comprimento, exigindo suporte de carga e resistência ao desgaste. O endurecimento por indução é realizado apenas nessas superfícies, em um comprimento total de 4”. Com um método convencional (ou se endurecêssemos por indução todo o comprimento), haveria significativamente mais empenamento.
- Permite a utilização de Aços de Baixo Custo: como o 10451.
Esses benefícios tornam o endurecimento por indução um processo de tratamento térmico eficaz para uma variedade de aplicações, incluindo endurecimento superficial, têmpera completa e alívio de tensões, recozimento e normalização, refinamento de grãos, endurecimento ou envelhecimento por precipitação e sinterização de metais em pó.