O princípio do aquecimento por indução de dupla frequência
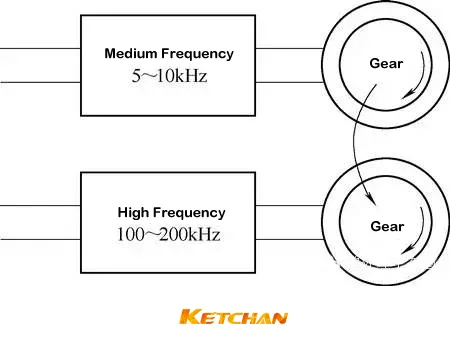
O endurecimento por indução convencional (tradicional) de dupla frequência é que duas fontes de alimentação de frequência são aplicadas a dois indutores, respectivamente, e a engrenagem precisa ser pré-aquecida do indutor de baixa frequência e movida rapidamente para outro indutor de alta frequência para aquecimento e têmpera, como mostrado na Figura 1. O endurecimento por indução de dupla frequência usa aquecimento de baixa frequência para difundir a energia térmica para o interior e, finalmente, aquecimento de alta frequência para a superfície, ou seja, o recurso de “baixa frequência tende para o interior, alta frequência tende à superfície".
Figura 1 Diagrama esquemático da têmpera de dupla frequência de engrenagens convencionais
Frequência dupla endurecimento por indução é um aquecimento por indução e método de têmpera para aumentar a profundidade da camada endurecida e tornar a distribuição de dureza mais razoável. Ou seja, a camada endurecida distribuída ao longo do perfil do dente pode ser obtida usando o método de aquecimento sequencial de média-alta frequência, e a distorção do tratamento térmico da engrenagem é pequena.
Por exemplo, para uma engrenagem com módulo de 4 mm, use corrente de média frequência para aquecer (2.5~3s) a ranhura do dente e o lado do dente próximo à raiz do dente e, em seguida, use corrente de alta frequência de 250kHz para aquecer (0.6~0.7s) a parte superior do dente e o dente próximo ao lado superior do dente e, em seguida, temperado.
Quando o Guangzhou Automobile Group Co., Ltd. realiza aquecimento por indução de dupla frequência e têmpera em engrenagens feitas de aço 45 e módulo 3, uma camada endurecida distribuída uniformemente ao longo do perfil do dente pode ser obtida. Quando a camada endurecida é de 0.8 mm, o melhor excelente desempenho de fadiga de flexão, que é basicamente equivalente ao desempenho de fadiga de engrenagem carbonizada SCM420 (equivalente a aço 20CrMo), e o limite de fadiga pode atingir 1450MPa.
Processo e efeito de aquecimento por indução de dupla frequência
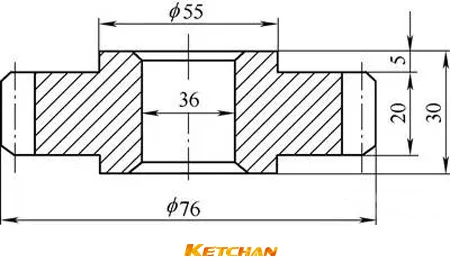
A Nihon Electric Industrial Co., Ltd. testou o método de têmpera de dupla frequência de engrenagens e pode obter uma distorção menor do que o método de têmpera de frequência única de engrenagens e o método de têmpera de cementação. A engrenagem cilíndrica envolvente (ver Figura 2) tem um módulo de 2 mm e uma altura total do dente de 4.7. mm, o número de dentes é 36 e o material é o aço S45C (equivalente ao aço 45). A superfície do dente é acabada por raspagem e o tratamento de pré-aquecimento é para revenimento.
Figura 2 Forma da engrenagem de teste
O método de endurecimento por indução de dupla frequência é mostrado na figura abaixo. Primeiro coloque a engrenagem no suporte e depois gire com o eixo central em alta velocidade, ao mesmo tempo, a fonte de alimentação de indução (1) envia uma corrente de f = 3000Hz e entra no indutor (A). ) para pré-aquecimento. Quando a engrenagem atinge a temperatura ideal, a fonte de alimentação (1) é cortada e a engrenagem cai rapidamente no indutor de resfriamento e aquecimento (B) e, ao mesmo tempo, a fonte de alimentação de alta frequência (2) começa a Transmita potência, a frequência f = 140kHz e a superfície do dente da engrenagem Resfriamento rápido e aquecimento da parte superior do dente, quando a superfície do dente atinge a temperatura de resfriamento, corte a fonte de alimentação de alta frequência, reduza a velocidade de rotação da engrenagem , e ao mesmo tempo borrife água de resfriamento da camisa de água de têmpera para resfriar rapidamente a superfície do dente, o topo do dente e a raiz do dente. Obtém-se uma camada endurecida distribuída ao longo do perfil do dente.
O método de endurecimento por indução de dupla frequência
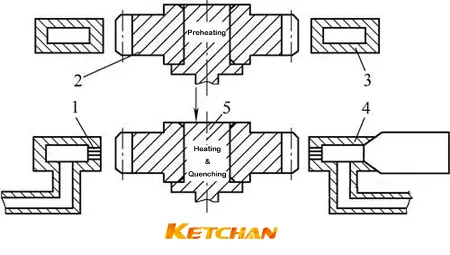
1. Orifício de pulverização de água 2. Engrenagem 3. Sensor de pré-aquecimento (A) 4. Sensor de aquecimento de alta frequência (B) + camisa de água de resfriamento 5. Fixação
Tabela 1: mostra os parâmetros de processo de três tratamentos térmicos para engrenagens.
| Os principais parâmetros do processo de dupla frequência, endurecimento de frequência única e endurecimento de cementação | ||
|---|---|---|
| Parâmetros do processo de endurecimento de dupla frequência | Parâmetros do processo de endurecimento de frequência única | Parâmetros do processo de endurecimento de cementação |
| Potência de pré-aquecimento 100kW | Potência de aquecimento 90kW | Carburação 950 ℃ |
| Frequência de pré-aquecimento 3kHz | Freqüência 90kHz | 950 ℃ e preservação de calor 2.5h |
| Tempo de pré-aquecimento 3.65s | Tempo de aquecimento 3.8s | Pré-resfriamento até 850 ℃ |
| Tempo de resfriamento do ar 3.85s | Tempo de pré-aquecimento 0s | 850 ℃ por 20min |
| Potência de entrada de alta frequência 900kW | ||
| Frequência de alta frequência 140kHz | Tempo de pulverização de água 15s | Meio de resfriamento de têmpera - óleo |
| Tempo de aquecimento 0.14s | Tempo de aquecimento 0.14s | Temperatura de revenimento 180 ℃ |
| Tempo de pulverização de água 10s | / | Tempo de Tempera 2h |
| Vazão de spray de água 100L/min | / | Seguido de refrigeração a ar |
Os resultados do teste de distorção da engrenagem, tensão de compressão residual e taxa de perfilagem ao longo do perfil do dente após três processos são mostrados na Tabela 2. Pode ser visto na Tabela 2 que a distorção do tratamento térmico da engrenagem após têmpera de dupla frequência é a menor, a precisão é a mais alta e a tensão de compressão residual é a mais alta.
Tabela 2: Resultados da distorção térmica após a cementação e têmpera, endurecimento por indução de frequência única e endurecimento por indução de frequência dupla (μm)
| Resultados de distorção térmica após cementação e têmpera, endurecimento por indução de frequência única e endurecimento por indução de frequência dupla (μm) | ||||
|---|---|---|---|---|
| item | Cementação Têmpera + Revenimento | Endurecimento por indução de frequência única | Endurecimento por indução de dupla frequência | Notas |
| Erro de perfil médio | 4.26 4.8 ~ | 2.2 3.3 ~ | 3.1 308 ~ | / |
| Deslocamento do perfil do dente | 16 | 8.4 | 6.0 | / |
| Extensão de dente | 5.867 | 3.103 | 2.198 | / |
| Valor médio do erro de direção do dente | 6.91 | 3.7 4.1 ~ | 3.7 4.1 ~ | / |
| Deslocamento de erro de dente | 20 | 4.4 | 4.4 | / |
| Extensão de dente | 7.51 | 1.855 | 1.584 | / |
| Meio da raiz do dente Tensão residual/MPa | -27.7 | -51.3 | -778 | / |
| Profundidade da camada endurecida do topo do dente /mm | 0.87 | 4.69 | 1.54 | Quando a profundidade da camada de raiz endurecida é de 0.55 mm |
| Taxa de perfilamento de camada endurecida (%) | 81.5 | 0.2 | 67.2 | / |