Atualmente, existem muitos tipos de peças temperadas ranhuradas, como ranhuras de abertura do eixo de comando de válvulas, caixas de diferencial, etc. No entanto, a qualidade da têmpera das peças ranhuradas não foi garantida, e a têmpera também é muito difícil. Neste artigo, o indutor de têmpera do tipo ranhura é aprimorado em uma forma e duas, e ajustado na depuração do processo, para que o efeito de têmpera seja ideal e atenda aos requisitos de várias peças de ranhura.
1. Discussão sobre indutores de têmpera para peças ranhuradas
(1) Status dos indutores de têmpera ranhurados
O lado interno da ranhura da peça é aquecido, especialmente quando a largura do lado interno é pequena, é difícil projetar o indutor. O indutor da Figura 1 utiliza o princípio do efeito de proximidade para aquecer a superfície interna, com alta eficiência. A parte ativa do indutor são os dois tubos condutores no meio. Como as direções da corrente dos dois tubos estão na mesma direção a qualquer momento, a corrente no tubo condutor é comprimida para fora. Embora nenhum ímã seja adicionado aos dois tubos condutores, eles têm uma eficiência de aquecimento bastante alta.
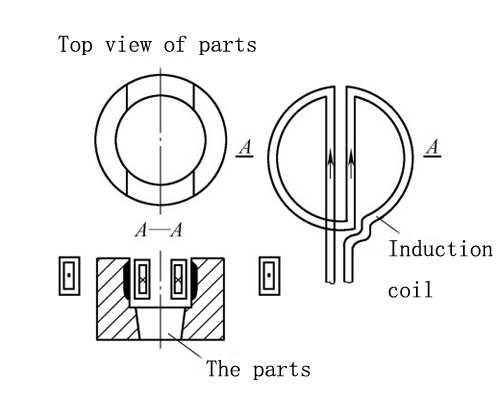
Figura 1 Industor de aquecimento de dois fios dentro do slot
(2) Projeto do indutor de têmpera com o pequeno slot de abertura
Como a largura do slot é de 9 mm, dois tubos condutores são usados para fazer o indutor, os tubos de cobre usados são muito pequenos, a fabricação é difícil e a vida útil do indutor é muito curta. Portanto, é aprimorado e um único tubo de cobre é usado para aquecimento, e o efeito de proximidade do aquecimento por indução é usado para aquecimento (consulte a Figura 2).
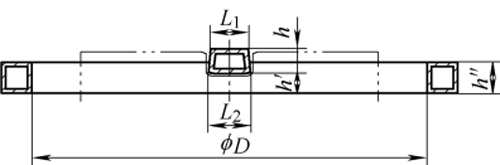
Figura 2 A estrutura industrial melhorada
2. Aplicação de indutor de têmpera de ranhura
Em seguida, foram realizados testes de têmpera com as ranhuras da árvore de cames e as ranhuras de abertura da caixa do diferencial, respectivamente.
(1) Teste do processo de têmpera da ranhura aberta da árvore de cames
A nossa empresa foi confiada por um fabricante de árvores de cames para resfriar a ranhura aberta da árvore de cames. A largura da ranhura aberta é de 9.3 mm, a profundidade é de 9 mm e a deformação da largura da ranhura é menor ou igual a 0.1 mm (consulte a Figura 3).
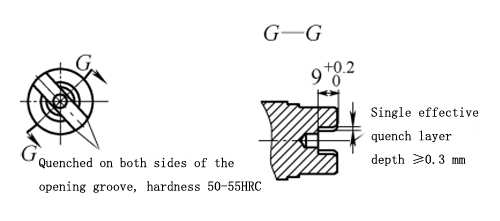
FIGO. 3 Requisitos técnicos para aberturas da árvore de cames
A parte de aquecimento do indutor é primeiro aquecida por um tubo de cobre de seção transversal retangular (veja a Figura 4), ajuste a folga entre a superfície de aquecimento e a superfície inferior da ranhura de abertura e use 50kW, frequência de 30kHz para têmpera, a têmpera área é de apenas cerca de 4 mm, o que está longe de atender aos requisitos técnicos. A estrutura do indutor precisa ser melhorada.

Fig. 4 Bloco de amostra de têmpera de tubo de cobre com superfície de aquecimento efetiva de seção retangular (30kHz)
A parte de aquecimento do indutor usa um tubo de cobre de seção trapezoidal (consulte a Figura 5), ajusta a folga entre a superfície de aquecimento e a superfície inferior do slot de abertura e usa 30kHz, 50kW de frequência para têmpera, a área de têmpera é de apenas 8mm, ainda não atende o requisito de 9mm, mas está muito próximo dos requisitos técnicos, é necessário ajustar os parâmetros do processo neste momento.

Figura 5 Bloco de amostra de têmpera de tubo de cobre com superfície de aquecimento efetiva de seção trapezoidal (30kHz
Tente usar tubo de cobre de seção transversal trapezoidal para a parte de aquecimento do indutor, ajuste a folga entre a superfície de aquecimento e a superfície inferior da ranhura aberta e use frequência de 5.8 kHz, aquecimento de curto prazo de 90 kW para têmpera, profundidade e dureza da camada endurecida em ambos os lados de toda a ranhura aberta atende aos requisitos técnicos, a abertura Há também uma camada endurecida na superfície inferior da ranhura e em ângulos retos (ver Figura 6), e a deformação também é pequena ( veja a tabela anexa), e o cliente fica muito satisfeito.

Figura 6. Amostra de têmpera de tubo de cobre de superfície de aquecimento efetiva de seção trapezoidal (5.8 kHz)
(2) Teste de processo do slot de abertura da caixa do diferencial
Nossa empresa foi contratada por um fabricante de automóveis para resfriar a ranhura de conexão da caixa do diferencial (veja a Figura 7). A largura da ranhura é de 18.5 mm e a profundidade é de 9 mm. As 8 ranhuras são distribuídas uniformemente nos anéis Φ120 e Φ75. O requisito técnico é forjamento Após o tratamento de têmpera e revenimento 90 ~ 230HBW, a parte da linha pontilhada é endurecida por indução, a dureza da superfície é 53 ~ 59HRC, Ds = 2 ~ 3mm.
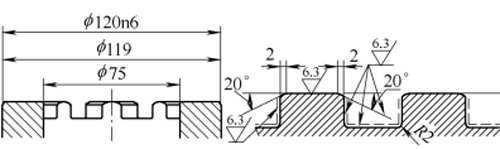
Figura 7 Requisitos técnicos para a ranhura de abertura da caixa do diferencial
Como o efeito de têmpera do indutor de seção transversal trapezoidal é ideal na frente, essa estrutura do indutor também é usada nos testes posteriores. Use 5.8 kHz, 98 kW para aquecimento e têmpera, a folga entre o indutor e a superfície inferior do tanque é de 0.5 ~ 1 mm e aquecimento por 5.2 s (nota: adicione um sistema de resfriamento auxiliar para evitar a têmpera perto da área de têmpera de o tanque aberto). Verifique se não há camada endurecida no filete R2mm (consulte a Figura 8). A posição do sensor e os parâmetros do processo precisam ser corrigidos.

Figura 8 A primeira amostra temperada do caso diferencial
De acordo com o teste acima, as seguintes correções são feitas: aumente a folga da borda inferior para 1 ~ 1.5 mm, use 5.8 kHz, 98 kW para aquecimento e têmpera e estenda o tempo de aquecimento para 6.5 s para aquecimento e têmpera (Nota: Adicione um sistema de refrigeração auxiliar para evitar que a zona de têmpera seja adjacente à ranhura aberta temperada). Resultados do teste: A dureza da superfície em ambos os lados da ranhura é 55-56HRC, Ds=2mm; a dureza da superfície em R2mm é 55HRC, Ds=1.5mm; a dureza da superfície da superfície inferior da ranhura é 56HRC, Ds=3mm (veja a Figura 9). Os resultados dos testes atendem aos requisitos técnicos.

Figura 9 A segunda amostra de têmpera do caso diferencial
3. Conclusão
Os pontos-chave das peças de têmpera são os seguintes: a estrutura do indutor e a estrutura efetiva da superfície de aquecimento, a folga entre o indutor e a parte de têmpera e a correspondência dos parâmetros do processo de têmpera (frequência, potência, tempo de aquecimento, etc.). .), e o sistema de refrigeração anti-revenimento próximo à área de têmpera.
Além disso, a folga tem um efeito muito óbvio na profundidade da camada endurecida dessas peças, e é difícil garantir que a folga entre os dois lados do sensor e o lado da ranhura de abertura seja exatamente a mesma, o que torna a profundidade e a forma da camada endurecida em ambos os lados assimétricas, de modo que a precisão do dispositivo de posicionamento parece ser muito alta. importante.
Tags:endurecimento de capa, à venda, componentes automotivos de endurecimento por indução, peças automotivas de endurecimento por indução, cames de endurecimento por indução, juntas CV de endurecimento por indução, endurecimento por indução CVJ, caixas de diferencial de endurecimento por indução, ranhuras de endurecimento por indução, endurecimento por indução LJ exterior, máquina de endurecimento de indução, máquina-ferramenta de endurecimento por indução, Processo de endurecimento por indução, serviço de endurecimento por indução, soluções de endurecimento por indução, aços endurecidos por indução, Aquecedor de indução, aquecimento por indução, máquina de aquecimento por indução, máquina de endurecimento por indução, KETCHAN, KETCHAN Electronic, Fabricantes, preço, Fornecedores, revenimento após endurecimento por indução, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic





