Antes do tratamento térmico por indução de superfície de produtos de rodas de automóveis, o design do indutor é muito importante. A qualidade do bobina de aquecimento por indução afeta diretamente a depuração e o processamento do produto e tem um grande impacto na qualidade da têmpera do produto. Para o tratamento térmico por indução de um determinado produto, analise e discuta o projeto do indutor até a finalização do comissionamento do produto.
Visão geral
Os metais podem ser aquecidos em um indutor, principalmente contando com o fenômeno da indução eletromagnética. A essência da indução eletromagnética é: um campo magnético alternado causa um campo elétrico alternado e um campo elétrico alternado causa um campo magnético alternado. Quando uma corrente alternada passa por um condutor, a densidade de corrente na superfície do condutor é relativamente grande, enquanto a densidade de corrente dentro do condutor é relativamente pequena. Esse fenômeno é o efeito de pele, também conhecido como efeito de pele ou efeito de superfície. Além disso, existem efeitos de proximidade e efeitos de anel, que são muito importantes para o tratamento térmico por indução. Tratamento térmico por indução tem um curto tempo de aquecimento, menos pele de óxido, pequena deformação, economia de energia e proteção ambiental, e é fácil de realizar mecanização e automação. Portanto, é amplamente utilizado na fabricação de automóveis, tratores, máquinas de construção, máquinas pesadas, indústria de rolamentos, ferrovias e metalurgia e outras indústrias. A tendência é muito boa.
O autor se envolveu com endurecimento por indução de cubos de roda de automóveis por quase 10 anos. O fluxo do processo de tratamento térmico por indução do flange externo e do flange interno é analisado e classificado abaixo para referência e discussão por colegas.
Análise de desenho do produto
As estruturas do flange externo e do flange interno são mostradas na Figura 1 e Figura 2, respectivamente.
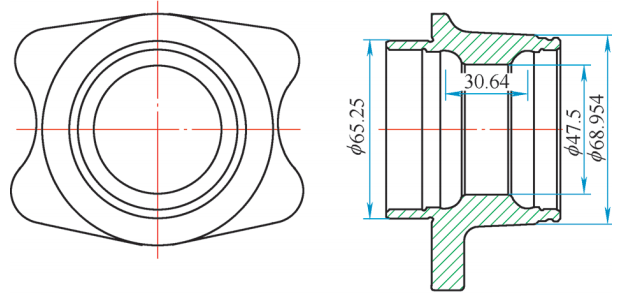
Figura 1 Estrutura do flange externo
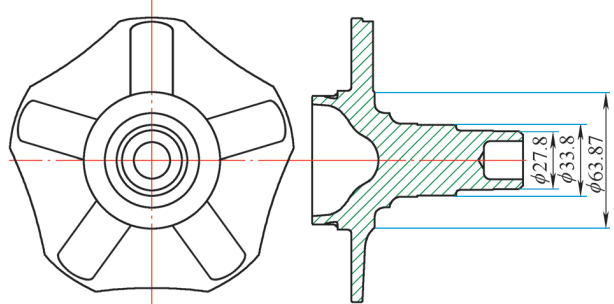
Figura 2 Estrutura do flange interno
1. Dimensões críticas
Flange externo (furo interno): espessura da parede do produto, diâmetro interno, altura, espaçamento entre ranhuras, tamanho do círculo base, estrutura geral, etc.
O espaçamento da ranhura deste produto é de 30.64 mm, o diâmetro do círculo base é de 65.25 mm, a espessura da parede do calibre é de 10 mm e o comprimento da área de têmpera é de 40 mm. Flange interno (círculo externo): o diâmetro do eixo do canal principal do produto, altura do eixo, tamanho do círculo base e estrutura geral, etc. O produto é um eixo sólido com o diâmetro do canal principal de 33.8 mm, uma altura do eixo de 71.1 mm, um diâmetro de círculo base de 60 mm e um comprimento de área de têmpera de 52 mm.
2. Requisitos técnicos
Os requisitos técnicos do tratamento térmico são mostrados na Figura 3 e na Figura 4.
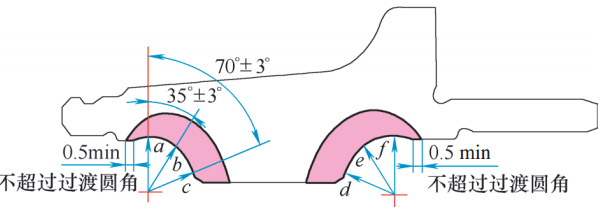
Figura 3 Flange externo
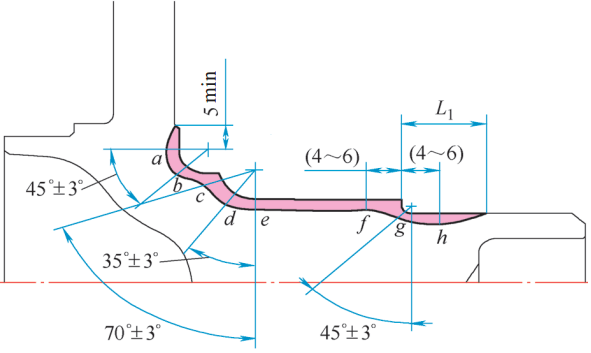
Figura 4 Flange interno
(1) Requisitos técnicos para têmpera e revenimento de flanges internos e externos
A dureza da superfície de têmpera é de 62-65HRC e a dureza da superfície de revenimento é de 59-63HRC. A estrutura metalográfica é martensita 4~6.
(2) Requisitos técnicos para detecção de flange externo
Detectado na direção do ângulo padrão, a, ponto f Ds = 1.9 ~ 3.2 mm; b, e ponto Ds = 2.2 ~ 3.7 mm; c, ponto d Ds ≥ 2.4 mm.
(3) Requisitos técnicos para detecção de flange interno
Detectar a, b, e, ponto h Ds=1.9~3.7mm na direção do ângulo padrão; ponto d Ds=2.2~3.7 mm; ponto g Ds≥1.5mm; c ponto Ds≥2.4mm; ponto f Ds=2~6mm.
3. Construa o padrão do sensor do produto
De acordo com os dados dimensionais acima e os requisitos técnicos relacionados ao produto, meça a altura total do sensor e o tamanho do círculo efetivo, desenhe o padrão de design do sensor, modifique-o de acordo com a situação real e, finalmente, determine a forma de a bobina de endurecimento por indução.
4. Determine o material e o tamanho da bobina de endurecimento por indução
A bobina de endurecimento por indução é composto por uma bobina efetiva, uma placa condutora, uma placa de contato e acessórios, e é feito de vários materiais.
(1) Placa de contato condutiva, anel efetivo e placa condutiva. Feito de cobre puro T2 e soldado com eletrodos de latão.
(2) Os tubos de entrada e saída de água são tubos redondos de cobre com diâmetro externo de 12 mm e espessura de parede de 2 mm; tubos quadrados de cobre de 14mm×14mm×2mm.
(3) Círculo efetivo. O tubo de cobre quadrado do flange externo é de 8 mm × 10 mm × 1.5 mm; o tubo quadrado de cobre do flange interno é de 12 mm × 15 mm × 2 mm.
1. Padrão de design da bobina de endurecimento por indução
A bobina de endurecimento por indução projeto é mostrado na Figura 5.
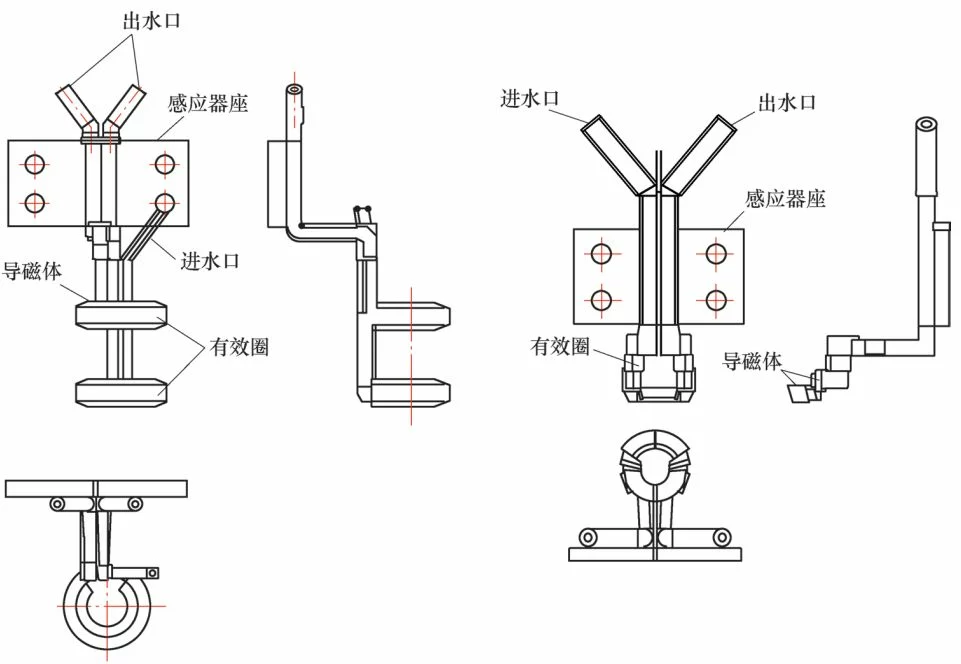
Figura 5 padrão de design da bobina de endurecimento por indução
(1) De acordo com a estrutura do produto, projete, meça e desenhe o padrão do sensor e marque o nome de cada componente.
(2) Placa de contato. Conforme mostrado na Figura 6.
Figura 6 Placa de conexão
A placa de contato deve garantir que possa ser conectada de maneira confiável, firme e firme com o transformador de resfriamento. A espessura da placa de contato deve ser >1.57d (d é a profundidade de penetração atual), mas <12mm, e a espessura da placa aqui deve ser de 10mm.
A largura da placa varia de acordo com a potência do sensor. Geralmente, é selecionado dentro da faixa de 60-190 mm e o limite superior é selecionado quando a potência é grande. Aqui, a largura da placa é selecionada como 60 mm e o comprimento da placa é selecionado como 70 mm.
O diâmetro de perfuração do parafuso de pressão na placa de contato é de 15 mm, e há 4 furos de parafuso no total, e os parafusos podem usar M12. Deve-se notar que as posições dos quatro furos de fixação devem ser bem medidas, caso contrário, a conexão com o transformador não estará no lugar.
Além disso, a potência no indutor é distribuída ao longo do comprimento do condutor, de modo que a placa condutora deve ser larga em vez de estreita.
(3) O design do círculo efetivo do sensor. Para garantir a qualidade da produção do sensor, alguns moldes necessários devem ser preparados.
A produção do anel efetivo requer o enrolamento do molde do mandril (ver Figura 7), e o tubo de cobre é enrolado no mandril após o recozimento. O diâmetro do mandril deve ser um pouco menor que o do indutor após o enrolamento do produto acabado.

Figura 7 Molde do mandril de enrolamento
Tome o flange externo como exemplo: a largura do tubo de cobre no círculo efetivo da bobina de indução é de 10 mm, o diâmetro do ressalto do produto é de 47.5 mm e o diâmetro do mandril pode ser de 35 mm. O produto do flange interno também escolhe o enrolamento do mandril, no qual a bobina de indução no canto R do produto do enrolamento pode ser selecionada, o diâmetro do mandril pode ser de 63 mm e esta seção da bobina de indução deve ser processada em uma inclinação com um certo ângulo para melhorar a eficiência da têmpera no canto R. . Os anéis efetivos de outras peças são enrolados de acordo com o tamanho do desenho.
(4) Os parâmetros são determinados. O indutor é dividido em têmpera de círculo externo e têmpera de furo interno. A diferença de altura entre o círculo efetivo e a peça de trabalho e a folga entre o círculo efetivo e a peça de trabalho deve ser determinada de acordo com a frequência do equipamento de têmpera no local, conforme mostrado na Tabela 1 à Tabela 4.
Tabela 1 Diferença de altura entre o anel efetivo e a peça de trabalho quando o furo interno é aquecido
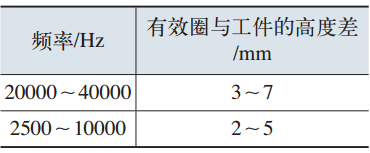
Tabela 2 A folga entre o anel efetivo e a peça de trabalho quando o furo interno é aquecido
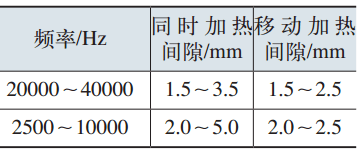
Tabela 3 Diferença de altura entre o anel efetivo e a peça de trabalho quando o círculo externo é aquecido ao mesmo tempo
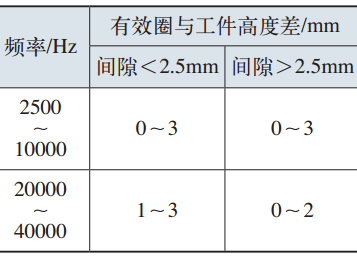
Tabela 4 A folga entre o anel efetivo e a peça de trabalho quando o círculo externo é aquecido
Depuração e aceitação do produto
1. Instalação
(1) Selecione um máquina de endurecimento para instalar sensores e dispositivos auxiliares, conforme Figura 16.
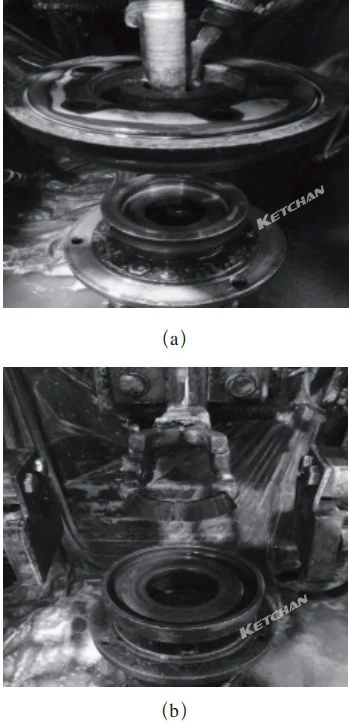
Figura 16 instalação da bobina de indução e do dispositivo auxiliar
Precauções de instalação:
- Certifique-se de prestar atenção à proximidade da conexão entre a bobina de indução e o transformador ao instalar o ferramental, e os parafusos devem estar travados.
- Preste atenção à verticalidade do círculo efetivo e do produto ao instalar o sensor, o sensor não pode ser inclinado, caso contrário, afetará a qualidade da têmpera do produto.
- O flange externo precisa ser instalado com uma luva de pressão do produto como um dispositivo de absorção de calor, que é mais estável do que alguns métodos auxiliares de pulverização externa.
- Verifique o desvio circular da peça de trabalho quando ela é girada no dispositivo de fixação. Excentricidade circular do ferramental geral ≤ 0.3 mm.
(2) A correspondência de potência de equipamento de endurecimento por indução é 250kW/8~30kHz.
(3) Ajuste o equipamento de endurecimento, determine o processo de endurecimento apropriado e atenda aos requisitos técnicos de endurecimento do produto.
Produtos de flange externo: taxa de entrada de energia 98%, tempo de aquecimento 7.4 s, tempo de resfriamento 14 s, concentração de líquido de resfriamento 1.5% ~ 2.5%.
Produtos de flange interno: taxa de entrada de energia 98%, tempo de aquecimento 7.7 s, tempo de resfriamento 20 s, concentração de líquido de resfriamento 1.5% ~ 2.5%.
O líquido de resfriamento solúvel em água Shanghai Houghton foi usado e sua concentração foi detectada por um refratômetro.
2. Ajuste do dispositivo de resfriamento
(1) Garanta a pressão de resfriamento, aqui a pressão de resfriamento do líquido de resfriamento é de 0.25-0.4MPa e a pressão de resfriamento do sensor é de 0.5-0.8MPa.
(2) A posição do dispositivo de resfriamento é ajustada para que a água de resfriamento não possa ser bloqueada ou bloqueada.
(3) A água de resfriamento tem duas partes, uma é o líquido de resfriamento e a outra é a água de resfriamento do sistema, e os trocadores de calor são geralmente usados para resfriamento de temperatura.
A temperatura do líquido de têmpera geralmente não é superior a 35°C. Se a temperatura for muito alta, causará resfriamento insuficiente, resultando em problemas de qualidade do produto. A temperatura da água de resfriamento no sistema é a água mole para resfriamento de aparelhos elétricos. Esta temperatura é geralmente controlada a 30°C e não deve ser inferior à temperatura ambiente. Caso contrário, as gotas de água condensarão na superfície dos aparelhos elétricos resfriados e danificarão facilmente os aparelhos elétricos.
3. Método de inspeção do produto
A inspeção do produto de tratamento térmico requer máquinas de corte de arame e pré-retificação de amostras metalográficas.
4. Processo de têmpera do produto
O revenimento de peças endurecidas por indução inclui auto-revenimento, temperamento de indução, e têmpera do forno. Os produtos aqui são temperados no forno.
A temperatura de têmpera é determinada de acordo com os requisitos técnicos da peça de trabalho. Geralmente, quando a exigência de dureza está acima de 52HRC, a temperatura de revenimento é de 180-200°C e o tempo de revenimento é de 1.5h; quando a exigência de dureza está acima de 56HRC, a temperatura de revenimento pode ser de 160°C e o tempo de revenimento é de 1.5h.
O processo de revenimento deste produto é finalmente determinado como uma temperatura de revenimento de 165°C e um tempo de revenimento de 2.5 horas.
5. Inspeção
A Figura 17 e a Figura 18 são exemplos de produtos que foram depurados com sucesso.

Figura 17 Amostra de têmpera do flange externo

Figura 18 Amostra de têmpera do flange interno
Tabela 5 e Tabela 6 são os dados de inspeção da primeira peça de produtos de depuração
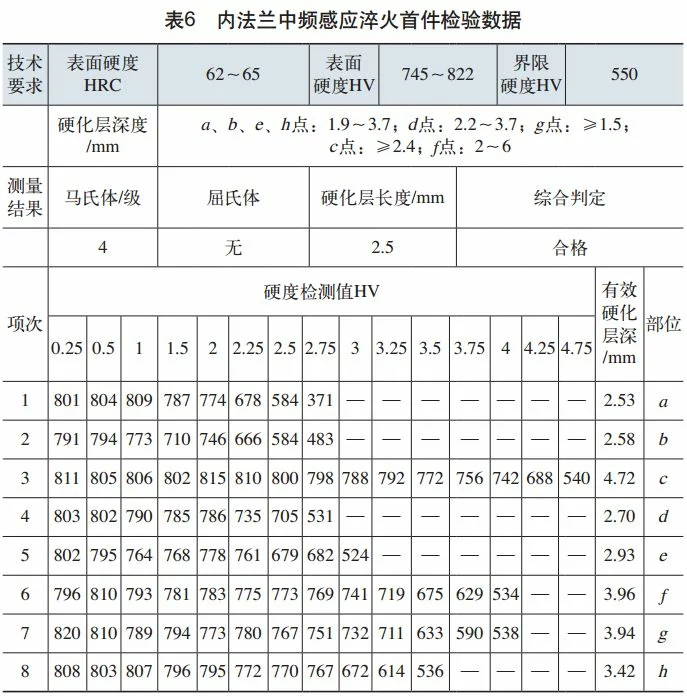
Testado pelo testador de dureza Vickers, a dureza da superfície do produto e a profundidade efetiva da camada endurecida atendem aos requisitos técnicos. O tratamento térmico deste produto foi concluído com sucesso desde o projeto do sensor de ferramentas até a depuração do produto.
Epílogo
A estrutura, forma e tamanho das bobinas de indução são os principais problemas da tecnologia de endurecimento por indução, que têm um impacto direto no endurecimento por indução qualidade, eficiência de produção e consumo de energia das peças. Portanto, um adequado bobina de aquecimento por indução é uma forma importante de fazer com que a têmpera por indução obtenha alta qualidade, alta eficiência e economia de energia.